- 服务必看
- 工程资料处理规范
- pcb制程能力
- fpc制程能力
- 出货标准
- 叠层结构
- 铝基板制程能力
- pcba制程能力
- 薄膜开关面板制程能力
- 钣金制程能力
-
序号 项目 问题类别 问题详细说明 图文说明 1 下单流程 下单流程 登录-》填写参数计价-》加入购物车->选择发货信息等-》提交订单-》付款或等待审核-》eq确认-》工厂生产-》打包发货-》确认收货-》申请开票-》交易完成 2 服务时间 业务、客服 1、周一至周六:08:40-12:00、13:30-18:00;
2、400服务热线(周一至周六:08:00-22:00)- 3 订单处理
(流程和时效)审单与报价时效 预计审核时间:5-40分钟,特殊工艺类评估时间不超过4小时。 最终价格与交期均以订单审核通过为准 4 交期解释 1、当天20:00之前付款,交期从当天24:00开始计算;(而非从下单的那一刻开始计算)
2、当天20:00之后付款,交期顺延1天;(而非从下单的那一刻开始计算)
3、当天20:30之后因资料问题退单、更新文件或者21点后得eq回复会会顺延交期
4、周六20:00之后或者周日提交订单并付款,交期都是从周一的24:00开始计算交期。(等同于周一提交订单并付款)
5、我司pcb交货日:周二-周日(周一:设备停产保养日,无法正常交货,同时不计算交期,遇到交期截止时间是周一,会自动顺延到周二。)
6、法定节假日订单安排另行通告。例如,周六20点前确认的订单,交期2天,预计发货时间是周二而不是周一 5 资料处理时效 样品:一般单双铝20分钟,4层30分钟,具体视文件难易程度而定
批量:投产后1-2h出工程资料,如需开钢网,可点击会员中心,搜索此订单下载

6 eq处理环节 1.21:30前回复eq算当天,21:30以后回复eq交期顺延1天
2.如发现下单资料有异常,会以短信、微信公众号推送、语音电话(0563-5223007)等渠道联系订单联系人,
为了确保交期,请及时登录会员中心或微信公众号查看并回复。

7 修改/取消订单 1.未支付订单,可直接在会员中心,点击取消即可,
2.已付款订单,工程资料未完成,若需修改文件、取消订单可联系你的专属业务或客服处理。
3.工程资料已完成,但并未投产,若修改需要收一半工程费,若取消需要收全部工程费。
4.因我司为拼版化生产,已投产订单,无法修改或取消订单,请见谅。- 8 快递相关 物流方式 1.主要快递为顺丰快递,最晚收件时间为凌晨2点(只要订单入库时间在凌晨1点前),快递由广德直接转运至杭州,发往全国各地,部分地区甚至比下午5点中转班次更快到达,因此2点前发出,我司视为正常交货。
2.其他合作快递:京东快递和跨越快递,客户可以根据情况自行选择快递方式;- 9 财务相关 2024欧洲杯买球平台的支付方式 1.在线支付:支付宝、微信扫一扫支付;线下转账:银企直联、对公转账;
2.推荐银企直联(时效快):线下对公汇款我司杭州银行专属账户,点击开通后,可在汇款成功后15分钟内自动同步到捷配账户余额,可登录会员中心支付订单(开通方式:点击会员中心开通即可,见右图)。
3.对公转账(传统方式):汇款到捷配公账,您需要把电子水单图和注册手机号码一同发给您的专属业务或客服,会第一时间安排财务帮您充值到账户,您才能支付订单!
10 发票申请
(累积开票)1.普票≥200元/专票≥1000元,可随时在会员中心申请并查询快递单号,一般5个工作日邮出;
2.每月底20-25号为我司财务集中开票日。不满以上金额,可此时间段,申请开票,3个工作日邮出。- 11 提现申请 可在会员中心,提交提现申请,提交后会显示为冻结状态(保证资金安全),将在3-7个工作日原渠道退回

12 温馨提示 温馨提示 1、因我司工程资料部分环节自动化处理,拆单下会造成系统错误,建议不要拆单下。
2、如一天内,有多个订单安排,建议您全部加入购物车,一起提交,可省运费。
3、提交订单后,审核前后,均可直接支付,审核通过前支付,如因参数变更,多退少补。
4、有任何事项,均可以电话或微信联系您“会员中心”右上角您的【专属客服】。

-
序号 项目 问题类别 常见工程问题处理规则 图文说明 1 下单说明 新单 (1)有特殊工艺、材料等要求,但计价页无可选项,可在【下单备注栏】明确说明,以防漏做或做错,造成损失;
(2)因pcb设计文件常因版本、系统转换等因素导致元件及文字缺失、变形等导致出现品质问题,对单双面积≧10平米、多层面积≧5平米,我司建议先试样,确认功能正常且无品质缺陷后,再返单批量。若因工程资料导致的错误,我司只接受投诉第一个(首批)订单

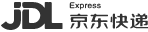
2 返单 如涉及文件或工艺改动请下新单,我司默认无任何更改,称为返单 - 3 层数说明 资料为单面,计价下双面,无论非线路面是否有焊盘,我司默认将孔/槽做金属化,在非线路面在对应孔/槽处添加焊盘(不接受客诉层别做错问题)。
4 客供资料
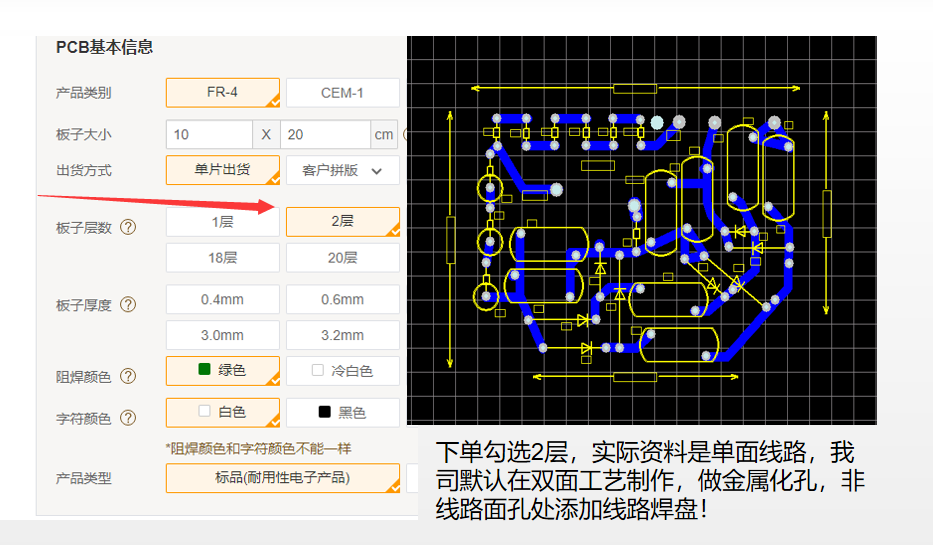
设计软件protel/ad系列 (ad默认ad20版本) (1)pcb资料设计常有锁孔/槽/线路/阻焊/文字等现象,我司客户已遇到多起因软件版本不同导出gerber资料缺失或异常,品质异常造成损失,
(2)我司样品资料处理均在win10系统采用自研程序软件自动解析,为防止资料转错,尽可能提供gerber资料或将版本号等信息在“下单备注栏”说明,以便我司正确识别。
(3)protel/ad软件系列中mutlayer层是复合层(mutlayer层通常在通孔悍盘pad层设置设计图案,只有pad属性的才会在焊层产生开窗,其它的trace、fiarc属性的设计的只是线路层有图案),建议在通层不要设计物件,因cam工程师处理资料很难判断通层设计的物件是否需要制作,转换gerber文件也经常导致漏转。针对通层有设计的资料出现品质投诉,我司不担此责。
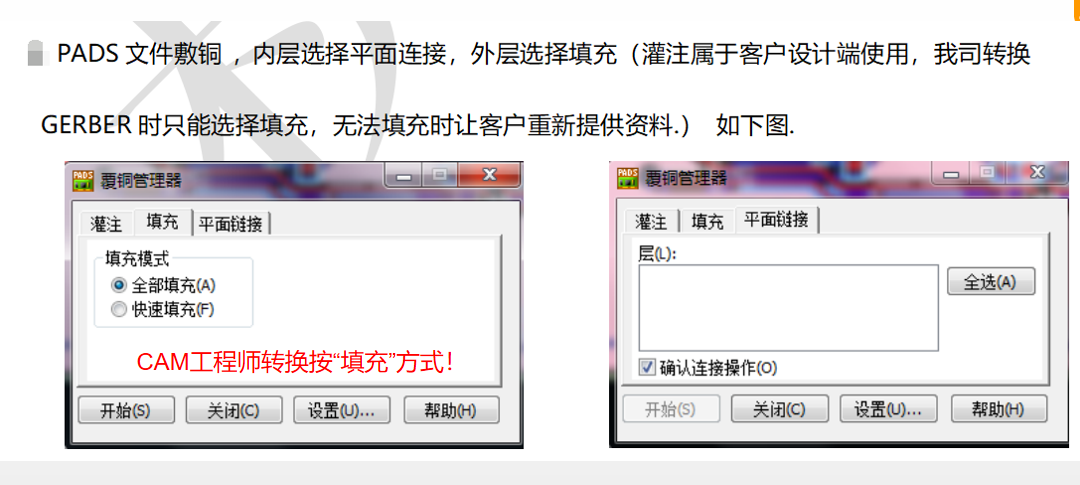
5 pads软件 (1)默认采用hatch(填充)恢复铺铜并输出资料,泪滴则以实际文件输出为准。
(2)此软件转换gerber容易出现文件缺失、焊盘变形等问题,建议客户提供gerber文件,下批量单前建议先打样试产。
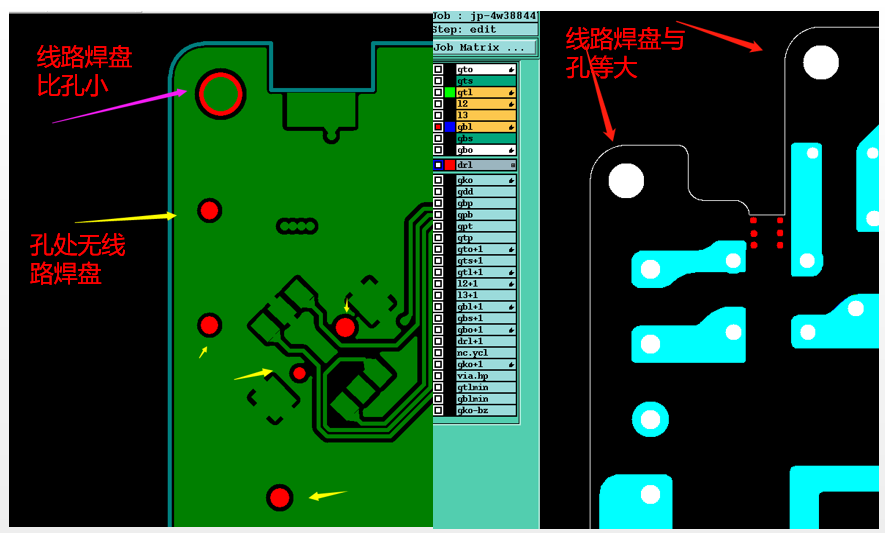
6 cad软件 (1)因该类设计基本被行业舍弃,cad设计文件我司无法制作,建议自行转换成gerber格式 - 7 孔类 无铜孔(npth) 属性默认 (1)孔/槽处无线路焊盘;
(2)线路焊盘与孔(独立无电气性能的孔/槽)等大或比孔小
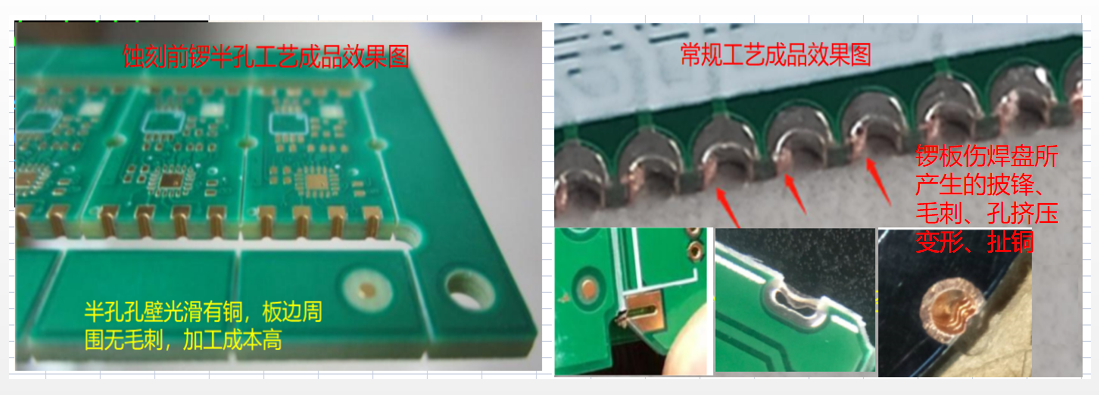
8 半孔 (1)若做半孔有铜工艺,请在计价页面中勾选“半孔几边”,我司会按资料设计制作(勾选半孔时会有加价);
(2)如对半孔有铜要求不高,可不勾选,但需接受锣板伤焊盘所产生的披锋、毛刺、孔挤压变形、扯铜等现象(此类投诉,我司不担此责)。
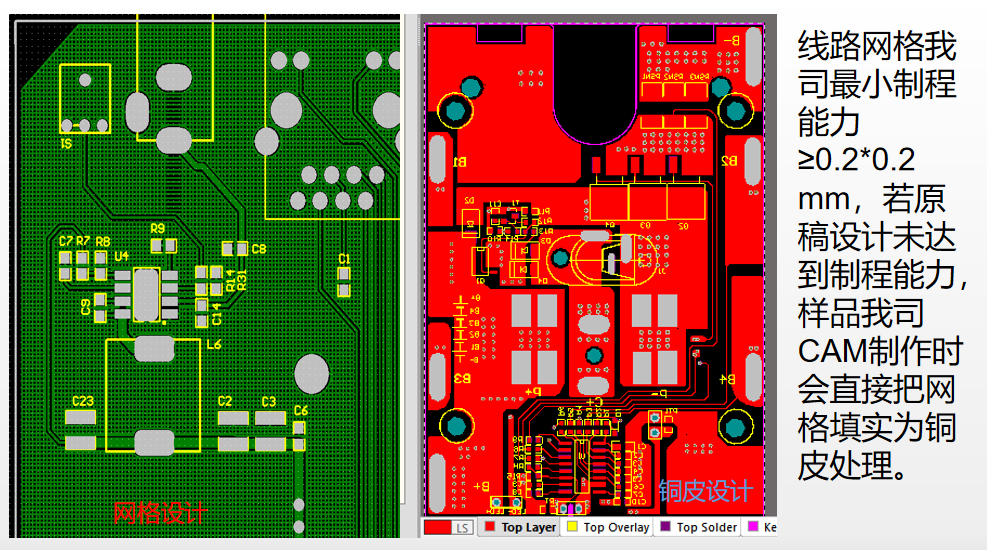
9 线路类 线路网格 (1)最小制程能力≥0.2*0.2 mm,若原稿设计未达到制程能力,样品我司cam制作时默认将网格填实铜皮处理。
(2)若客户对网格或铜皮要求比较严谨,资料在设计环节请自行优化好或请在【下单备注栏】说明,我司特殊处理。
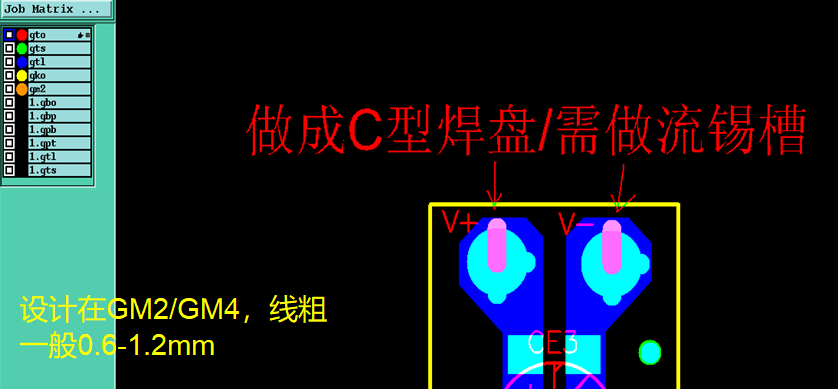
10 流锡槽 因流锡槽设计五花八门,为防漏做流锡槽或误开成槽孔,特做以下说明:
(1)一般设计在gm4层或gm2层(掏铜箔层,据统计多数客户设计在该层),我司会按要求做成流锡槽,不在此两层的设计,导致漏做我司不担此责;
(2)建议不要设计在gko或gm1层(容易当做无铜槽处理),若设计此两层一般会eq咨询,因漏看或软件自动处理资料导致多做槽我司不担此责。
11 阻焊类 单面板阻焊颜色 (1)我司单面板默认单面油墨,油墨印刷默认在线路面,若有特殊要求请在【下单备注栏】说明或联系我司业务。
(2)若需两面同色或不同颜色,请在【下单备注栏】说明或联系我司业务修改订单参数(注:会有差价)。

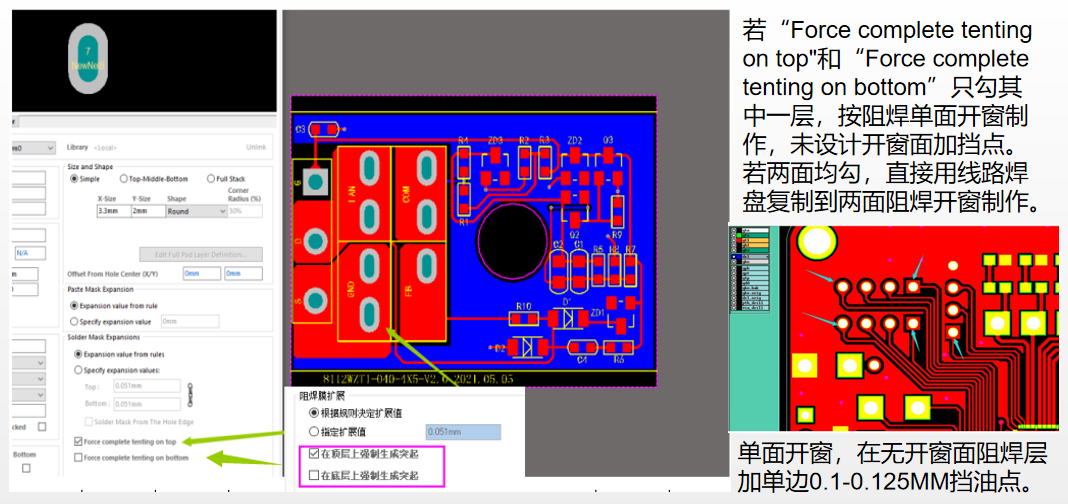
12 阻焊开窗 (1) 阻焊层与焊盘层pad master, 锡膏层paste(用千制作钢网文件)有冲突,当阻焊层比焊盘层、锡膏层多开窗时,
默认按阻焊层制作,当防焊层比焊盘层和锡膏层少开窗时,会提eq确认; (2)有铜孔(pth)设计单面开窗的,我司默认按单面处理。为保证油墨不入孔,
会在没开窗面添加单边比孔大0.1-0.125mm防焊挡油点 (需接受成品孔边会有露铜上表面现象)
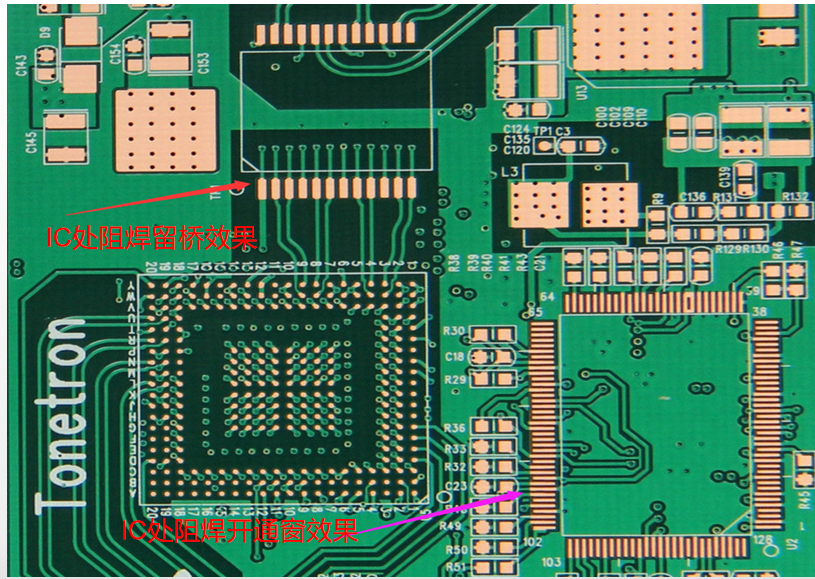
13 阻焊桥 (1)我司阻焊桥要求:铜厚1oz原稿ic脚/贴片间距≥0.2mm,成品铜厚2oz原稿ic脚/贴片间距≥0.25mm;
(2)小于以上间距,我司单、双面样品默认按开通窗处理,多层板和批量订单eq问客确认(如有特别要求,请在【下单备注栏】说明);
(3)在制程允许内,可优化做桥时,我司通常默认按留桥来处理(下led灯板订单尤其要注意此点)。部分焊盘间客户意无不需留桥,请备注说明。
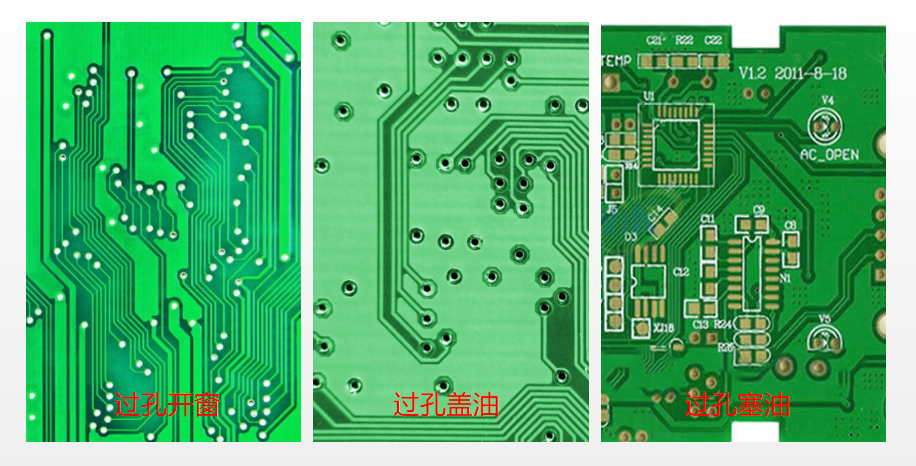
14 过孔工艺说明 我司过孔表面常用的有三种工艺:过孔盖油、过孔开窗和过孔塞孔。
(1)过孔盖油/开窗:
a:系统下单为过孔盖油,protel、dxp、ad等软件设计定义为via属性的孔我司按盖油处理;
b:pads、gerber和其它形式的文件,一律按原始文件设计加工,不理会系统下单处过孔处理勾选内容;
(2)过孔塞油:系统下单为过孔塞油,原稿gerber文件过孔阻焊有开窗,我司删除过孔阻焊焊盘按塞油工艺处理。
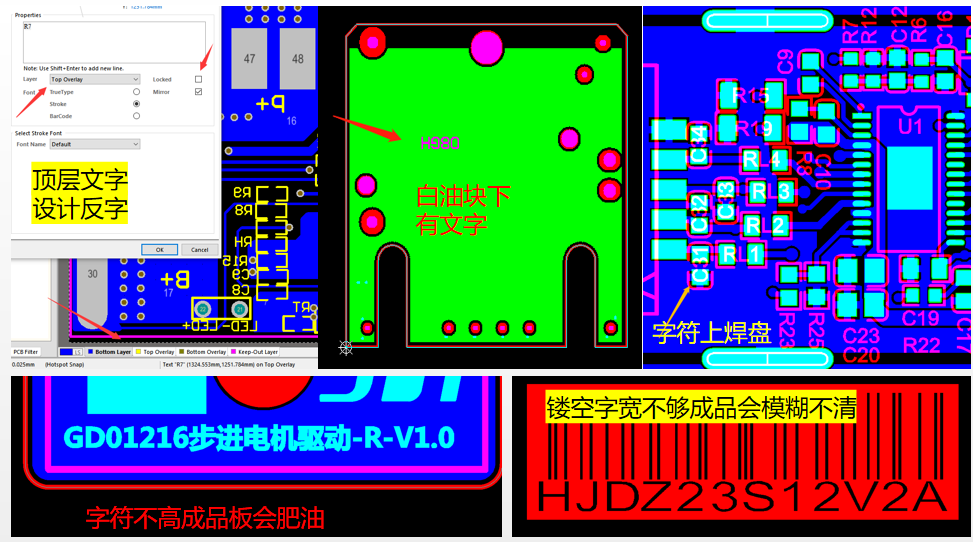
15 文字类 文字处理 (1)我司文字制作要求(字宽>=5mil,高度>=32mil),小于该要求,有空间会自行加大至标准值,如无法加大,会出现文字模糊现像请接受;
(2)文字上焊盘或原稿文字设计凌乱,样品我司默认直接用阻焊开窗焊盘单边放大4mil掏取文字,会出现文字模糊或残缺现象请接受;
(3)行业规范要求文字设计标准:默认顶层为正字,底层为反字,样品我司直接按原稿处理(如原稿设计正字或反字),成品板会出现文字镜像现象,请接受
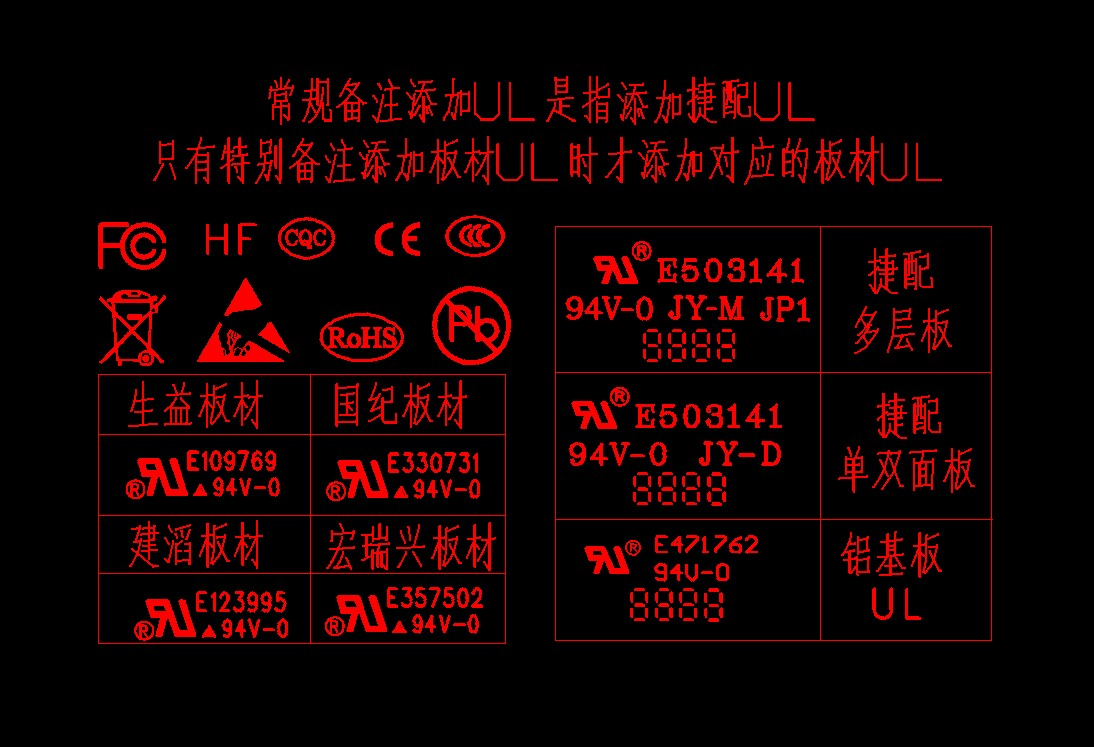
16 添加标识 (1)加ul说明:文档信息或下单备注栏有说明需加ul等,若原稿没有提供ul我司默认添加捷配ul;
(2)周期说明:要求加批次我司默认为“8888”格式,国内订单按年周、外贸订单按周年;
(3)添加日期说明:文档要求加生产日期,没有特殊要求,我司默认加年月日,例:20230208,表示2023年2月8日;
(4)添加厂编说明 :拼版出货默认在工艺边或挡板上添加厂编,单片出货板子默认在底层文字板边或元器件丝印框内添加厂编,没有底层文字则加在顶层, 两层都无文字则加在阻焊层。如不需添加厂编请在计价页面选择,我司会按选项要求制作
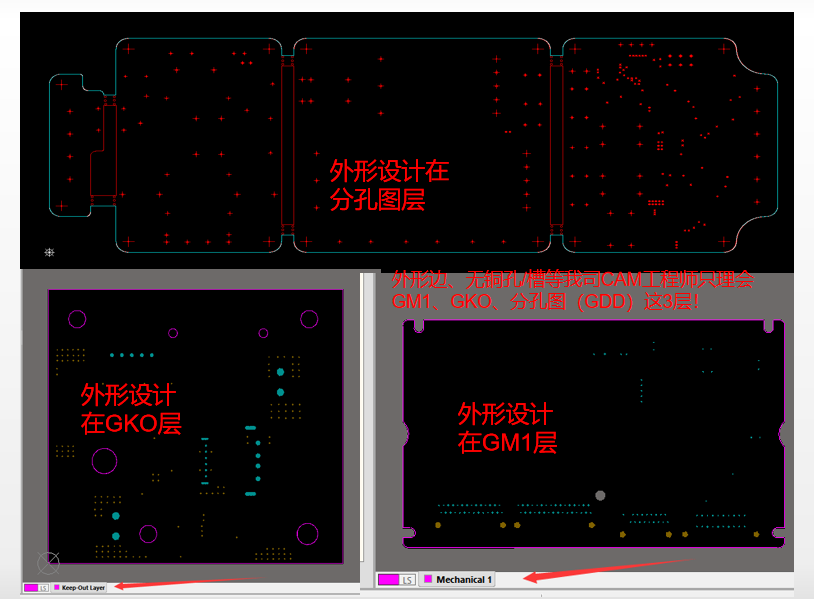
17 外形类 外形层定义 因部分工程师外形层设计不规范,造成cam制作时常出现漏做或多做,为预防品质隐患,造成客户损失,我司现统一以下标准:
行业规范:外形框/无铜孔/无铜槽默认为gm1层【机械1层】,但因部分客户设计习惯会放在keep-out(gko)层,建议将同个资料外形框/无铜孔/无铜槽资料放在同一层,不要分开放置, 防止漏做。部分资料有分孔图(gdd),我司也可识别,若设计不在此3层出现漏做现象,请接受。
18 拼板类 工艺边
(捷配代拼)1.我司默认在工艺边添加4个定位孔,4个mark点(1.0mm,为方便客户贴片,会错开一个mark点的位置);
2.工艺边宽度≧5mm,默认加2mm孔径无铜孔(npth);
3.工艺边宽度<5mm,默认加1.5mm孔径无铜孔(npth)。
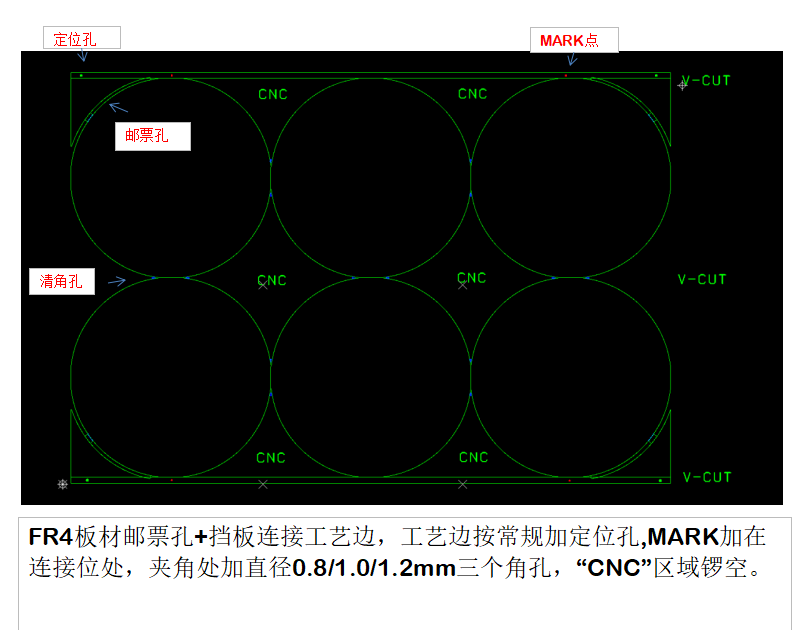
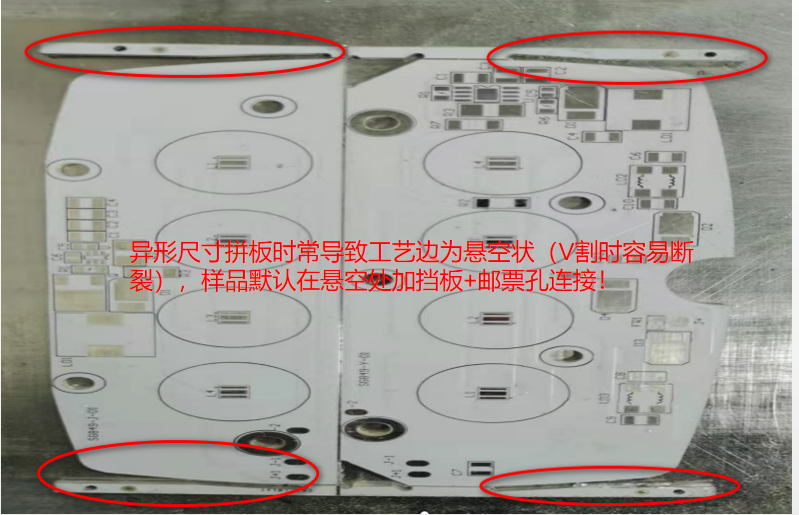
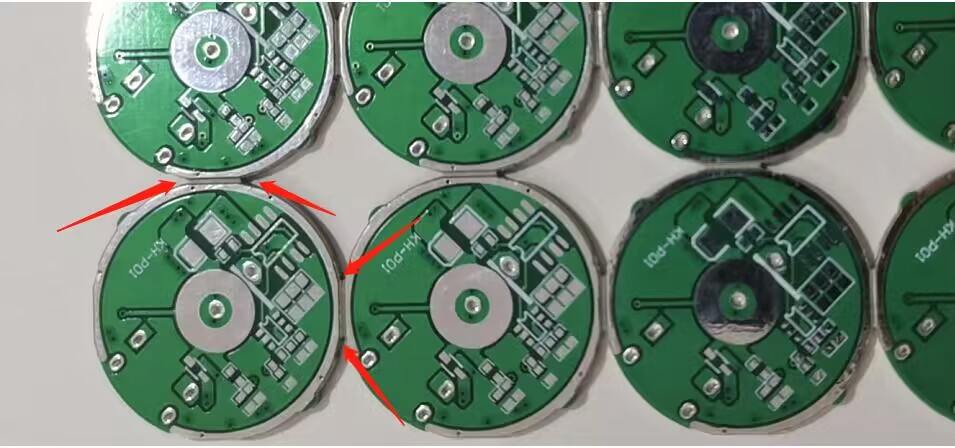
19 v割连接方式 异形尺寸拼板时常导致工艺边为悬空状(v割时容易断裂),样品默认在悬空处加挡板 邮票孔连接.
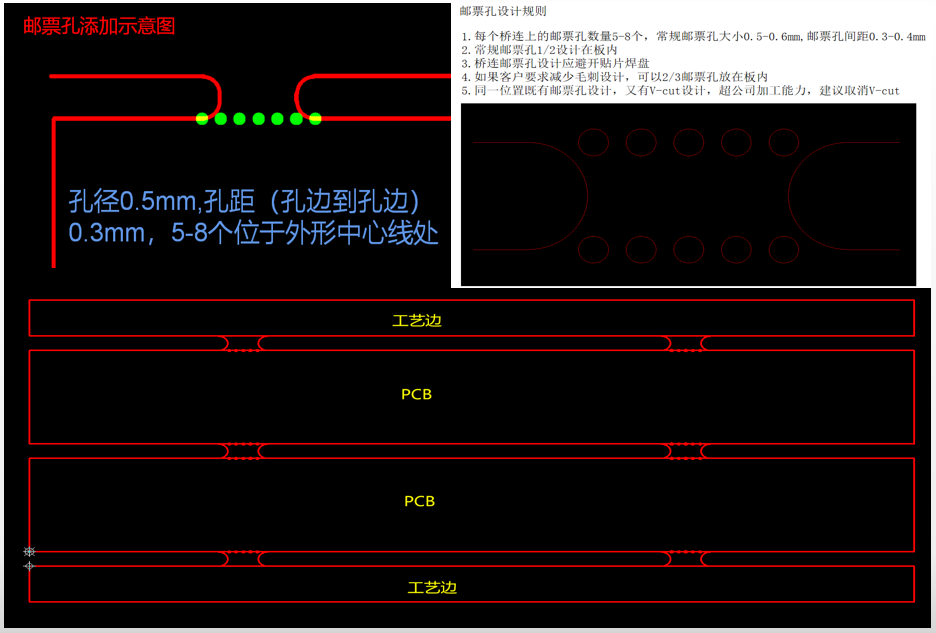
20 v割连接方式 邮票孔连接方式
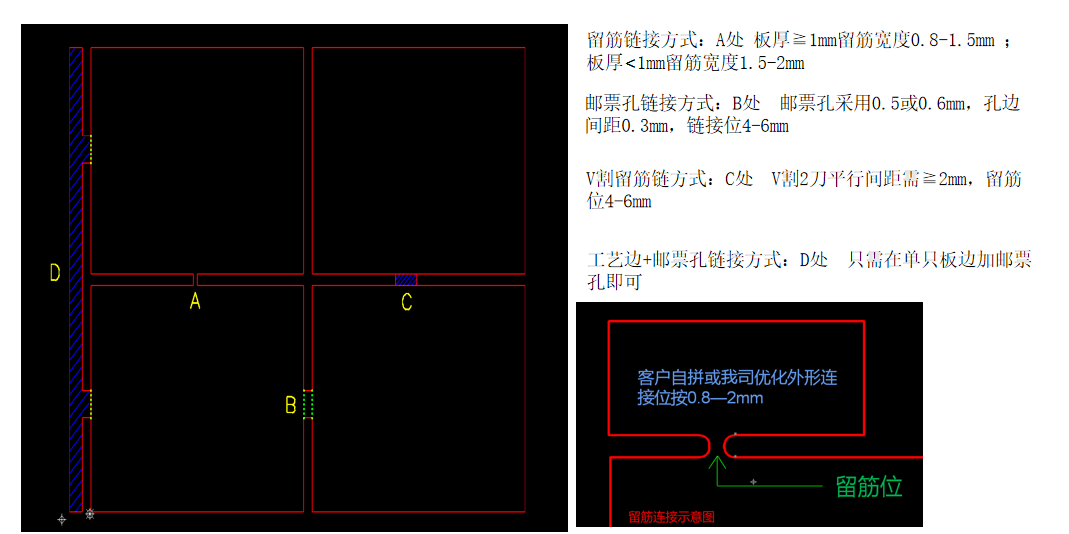
21 留筋连接方式 客户自拼,连接位0.8-2mm,我司按原稿制作,大于2 mm,我司会提eq咨询连接位是否需v割或添加邮票孔。
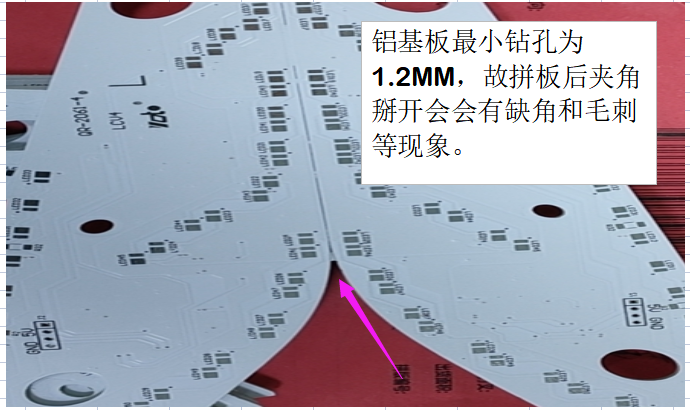
22 异形尺寸拼板夹角 拼板后夹角《90度,会致使锣刀锣不进夹角内,成品掰开后尖角处会出现不同程度的缺角或毛刺现象,请接受此现象,若要求严格请在【下单备注栏】说明。
23 铝基板夹角 因铝基板最小钻孔刀具为1.2mm,故无法加角孔,夹角处会出现缺角和毛刺,请接受此现象,若要求比较严请在【下单备注栏】说明。
-
项目 加工能力 工艺详解 图文说明 层数 1层-32层 层数,指pcb中的电气层数(覆铜层数) - 层压结构 4层、6层、8层、10层、12层、14层、16层、18层 展示的叠层结构为我司推荐的常用结构 - 板材类型 fr-4 生益:tg140/150/170
建滔:tg130/150/170
国纪:tg130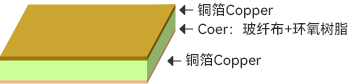
 板材说明书
板材说明书
高频板 罗杰斯板材 板材说明书
cem-3 国纪:tg130 板材说明书
cem-1 建滔:tg130 板材说明书
fr-1 建滔:tg130 板材说明书
22f 建滔:tg130 板材说明书
铝基板 国纪:tg130 板材说明书
热电分离铜基板 金品科技紫铜板 板材说明书
整体制程 最大尺寸 a.单面板:t>1.2mm:530*1080mm,t < 1.2mm:500*600mm 板厚范围:0.6-2.4mm;
b.双面板:t >1.2mm:530*700mm,t≤1.2mm:410*510mm 板厚范围:0.4-3.0mm;
c.四层板:t>1.2mm:490*590mm,t≤12mm:490*590mm 板厚范围:0.4-3.2mm;
d.6层及以上:t>1.2mm:485*587mm,t≤1.2mm:410*510mm 板厚范围:0.4-3.2mm;
e.铝基板:t>0.8mm:530*1080mm,t≤0.8mm:500*600mm 板厚范围:0.4-3.2mm; (极限尺寸:600*2000mm,但材料需定制,最终价格与交期以评审后为准)
最小尺寸 1、单板最小生产尺寸10×5mm;
2、拼版最小生产尺寸50×50mm;
3、单板≤20×20mm为超小板;- 板厚范围(t) 2层:0.4-4.0mm
4层:0.4-4.0mm
6层:0.6-4.0mm
8层:1.0-4.0mm
10层:1.0-4.0mm
12层:1.2-4.0mm
14层:1.6-4.0mm
16层:2.0-4.0mm
18层:2.2-4.0mm
20层:2.40-4.0mm
22层:2.2-3.2mm
24层:2.5-3.2mm
26层:2.5-3.2mm
28层:2.5-3.2mm
30层:2.5-3.2mm
32层:2.5-3.2mm.png)
板厚公差(t) t≥1.0mm±10%
t<1.0mm±0.1mm- 内层/外层铜厚 内层:1oz,2oz,3oz,4oz,5oz,6oz
外层:1oz,2oz,3oz,4oz,5oz,6oz- 线路制作 负片、图形电镀(传统镀锡正片工艺) - 油墨颜色 绿、哑绿、 冷白、暖 白、黑、哑 黑、红、黄、蓝 - 表面镀层 有铅喷锡,无铅喷锡,沉金,osp - 金属包边工艺 金属包边铜厚≥15um 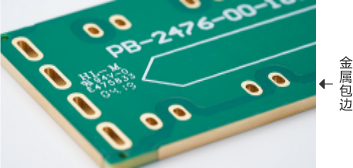
工艺边 ≥3mm 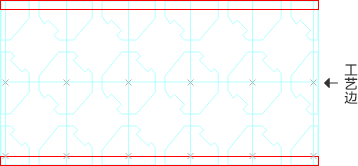
钻孔 钻孔孔径 0.15~6.5mm - 沉头孔 1、孔径规格:<6.5mm
2、角度:90°140° 180°
3、孔径:±0.1mm
4、深度:±0.15mm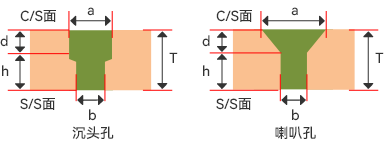
孔径公差 1、插件孔直径: /-0.075mm
2、压接孔直径: /-0.05mm(下单特别备注)- 最小过孔/焊盘 双面板:0.2mm(内径)/0.5mm(外径)
多层板:0.15mm(内径)/0.25mm(外径)
①外径必须比内径大0.1mm,推荐大0.15mm以上
②最小孔推荐0.2mm以上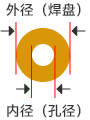
最小有铜槽孔 宽度≥0.7mm 
最小无铜槽孔 宽度≥0.8mm 
半孔工艺 半孔指板边半个孔且孔壁有铜,多用于焊接子母板:
① 半孔孔径:≧0.4mm
② 半孔间距:≥0.35mm
③ 半孔焊盘边到板边:≧1mm
④ 单板最小尺寸:10*10mm- 线路 最小线宽/线距(1oz) 0.076/0.076mm(3mil/3mil) 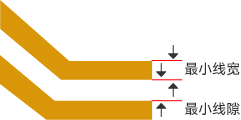
最小线宽/线距(2oz) 0.14/0.14mm(5.5mil/5.5mil) 最小线宽/线距(3oz) 0.2/0.2mm (8mil/8mil) 最小线宽/线距(4oz) 0.25/0.25mm (10mil/10mil ) 最小线宽/线距(5oz) 0.35/0.35mm (14mil/14mil ) 最小线宽/线距(6oz) 0.45/0.45mm (18mil/18mil ) 线宽公差 ±20% - 焊盘边到线边间距 ≧0.1mm(尽量大于此参数),bga焊盘到线最小0.075mm 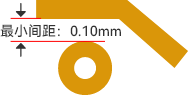
有铜插件孔焊环(1oz) ≧0.2mm(建议值),极限值为0.18mm - 无铜插件孔焊环 ≧0.4mm(建议值),因为采用干膜封孔,无铜孔周围会掏空
0.15mm的焊盘或铜面,请尽量加大焊盘以便焊接,
焊盘过小可能就是一个线圈或无焊盘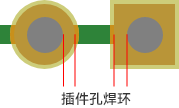
bga ① bga焊盘直径:≧0.2mm
② bga焊盘边到线边:≧0.075mm
电镀 电镀孔板厚孔径比 10:1 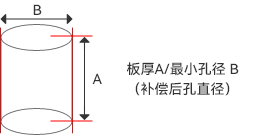
电镀孔铜厚度 18-100um - 过孔塞油墨 用阻焊油墨
① 双面焊盘盖油的过孔才能塞油墨
② 孔边到开窗焊盘边≤0.2mm的过孔,不便塞油墨
③ 所有塞油墨的过孔直径≦0.5mm
阻焊厚度 ≧10um 
最小阻焊桥宽度 1、绿油/红油:0.1mm(4mil)
2、黄、蓝、白、哑绿、黑、哑黑、紫等其它杂色油:0.125mm(5mil)
字符 字符高度 h≧0.75mm,字宽0.1mm( 特殊字体,中文,掏空字字高h>38mil(0.97mm)) 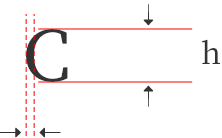
字符粗细 ≧0.1mm(低于此值可能印不出来) 字符到露铜焊盘间距 ≧0.15mm(低于此值会掏空字符避免上焊盘) 成品 锣边成型 1.成型边到成型边a:±0.15mm; - v-cut 角度:25°、30°
根据不同板厚:余厚:0.25-0.8mm
余厚公差:±0.1mm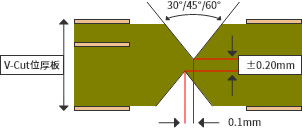
大板v-cut v割尺寸:1000*1500mm - v割拼板 ① v割线与导体距离≧0.4mm
②默认采用0间隙拼板(只需要v割两条边的,另两边可以采用1.6mm或2mm的拼板间隙,以便锣开)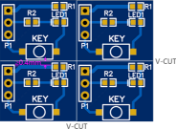
邮票孔拼板 ① 非邮票孔处导体距板边距离≧0.3mm
② 非邮票孔处锣边公差:±0.2mm(普锣),±0.1mm(精锣)
③ 默认采用1.6mm或2mm的拼板间隙
④ 邮票孔处分板后有齿轮状
⑤ 工艺边宽度最小4mm(我司smt需要5mm宽,光点1mm,定位孔2mm,光点到板边3.85mm)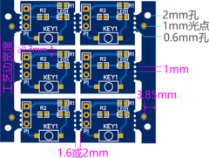
金手指斜边 斜边板厚度:0.8-2.4mm
斜边尺寸:最小50*80mm最大:500*200mm
斜边角度:10-70°
斜边角度公差:±5°
斜边深度公差:±0.15mm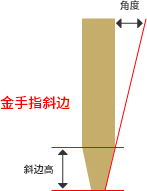
电测 飞针测试:不限制
测试架测试:≤3500点- fqc 翘曲度:0.75% 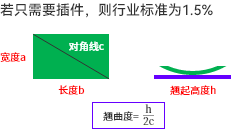
-
项目 加工能力 工艺详解 图文说明 层数 fpc:1-8层
灯条fpc:1-2层
软硬结合板:2-12层层数指fpc/软硬结合板的线路层数
fpc:1/2/3/4/5/6/8层
灯条fpc:1/2层
软硬结合板:2/3/4/5/6/8/10/12层整体制程 最大尺寸 fpc:常规宽幅:238*1470(特殊宽幅:475*1470)
灯条fpc:常规宽幅:238*1470
软硬结合板:200*1470mm常规宽幅极限250x1470mm,需有工艺边,下单时需要找业务专员确认 最小尺寸 5*5mm,但小于20x20mm建议拼版 见《fpc设计指南》 fpc板厚 1层:0.07/0.1/0.11/0.12/0.13/0.14
2层:0.1/0.11/0.12/0.13/0.19/0.2/0.23/0.24/0.32
3层:0.15/0.2/0.22/0.25/0.3
4层:0.2/0.23/0.25/0.3/0.35
5层:0.3/0.35/0.4/0.45
6层:0.23/0.35/0.4/0.45
8层:0.23/0.35fpc灯条板厚 1层:0.08/0.1/0.15/0.16/0.17/0.2/0.25
2层:0.220.280.30.35软硬结合板板厚 2/3/4/层:0.3/0.4/0.6/0.8/1.0/1.2/1.6/2.0
5/6/8层:0.6/0.8/1.0/1.2/1.6/2.0
10-12层:0.8/1.0/1.2/1.6/2.0/2.4/3.0外层/内层铜厚 0.33oz(12um)/0.5oz(18um)/0.75oz(25um)/1oz(35um)/2oz(70um) 表面处理 沉金1-3u"/镀硬金1-30u"/镍钯金/osp 成品厚度公差 fpc:板厚<0.50mm(pi补强处) ±0.050 mm
板厚<0.5 mm (pi补强处)±10%
0.5mm<板厚 (fr4补强,钢片补强处)±10%极限:±0.030 mm,注意:补强越厚公差越大 钻孔相关 钻孔孔径 最小钻孔孔径:机械钻孔0.1mm
最小冲孔孔径:模具冲孔0.5mmpth孔(有铜金属化孔)最大孔径建议设计在5mm以内,超过此尺寸生产时会有风险 钻孔公差 ±0.08mm 如:1.0mm的孔,按0.92-1.08mm验收都是合格 最小过孔/焊盘 常规0.15mm(内径)/0.35mm(外径) 极限0.1mm(内径)/0.3mm(外径)
①外径必须比内径大0.2mm,推荐大0.25mm以上
②推荐过孔内径0.3mm,外径0.55mm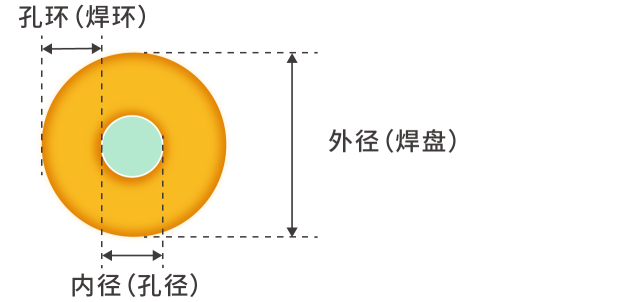
最小槽孔 最小有铜槽孔:宽0.5mm*长1.0mm
最小无铜槽孔:无要求,但无铜槽孔边缘到铺铜边缘需有0.2mm以上的距离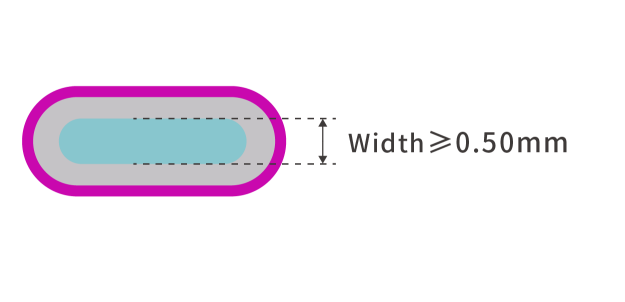
半孔工艺 半孔指板边只有半个孔且孔壁有铜,多用于压焊手指:
① 半孔孔径:≧0.3mm
② 半孔焊盘边到板边:≧0.5mm
③ 半孔边到半孔边≧0.4mm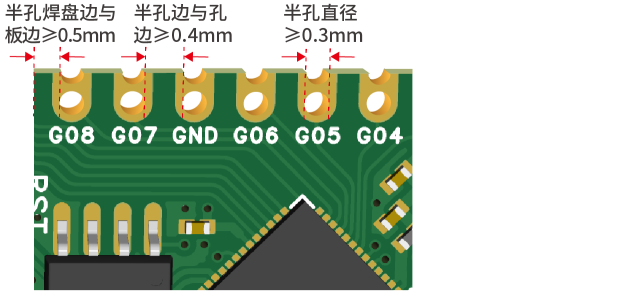
线路相关 孔到线间距
孔到孔间距
焊盘到线间距零件pad与线路、零件pad与pad的最小间距(覆盖膜工艺):0.3 mm 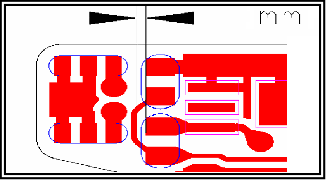
零件pad与线路、零件pad与pad的最小间距(油墨工艺):0.15 mm 零件pad与大铜皮的最小间距:0.20 mm 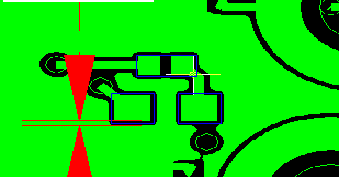
过孔pad边缘或线路到铜的最小间隙(蚀刻线路):0.06mm 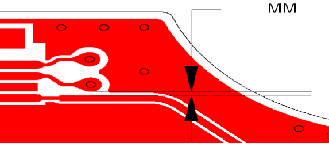
pth孔与pth孔pad边的最小间距(蚀刻线路)0.06mm 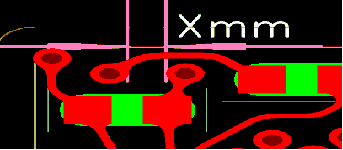
有防焊开窗的pad与线路之间的最小间隙:0.15 mm 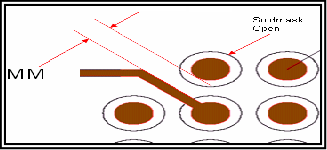
npth孔(无铜孔)到铜间距:≧0.20mm 包括npth到线路,到焊盘及到铜皮的距离 线宽公差 常规±20%,有特殊要求的(±10%),可联系业务专员 例如线宽0.1mm,实板线宽为0.08-0.12mm是合格允许的 bga ①常规bga焊盘直径:≧0.25mm(极限≧0.2mm)
② bga焊盘边到线边:≧0.2mm(此参数大于0.2mm才能保证不露线)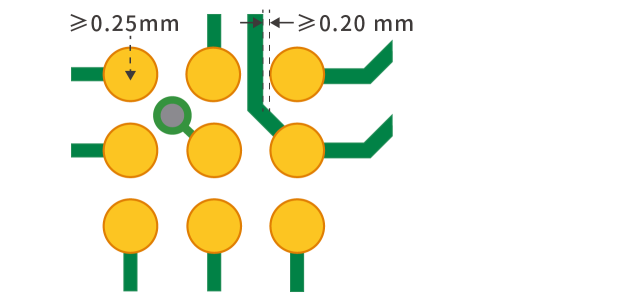
单端/差分阻抗公差 常规±20%,有特殊要求的(±10%),可联系业务专员 阻焊相关 阻焊颜色(覆盖膜颜色) 黄色,黑色,白色、透明 阻焊开窗(覆盖膜开窗) 开窗比焊盘单边大0.1mm设计,开窗距线边间距≧0.15mm(尽量大于此参数) 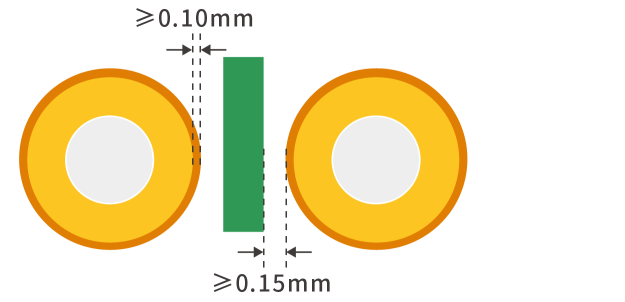
过孔覆盖 一般建议过孔用覆盖膜盖住(不露焊盘) 阻焊厚度(覆盖膜厚度) ①pi厚:12.5um/胶厚:15um(12um,18um铜箔使用)
②pi厚:25um/胶厚:25um(35um铜箔使用)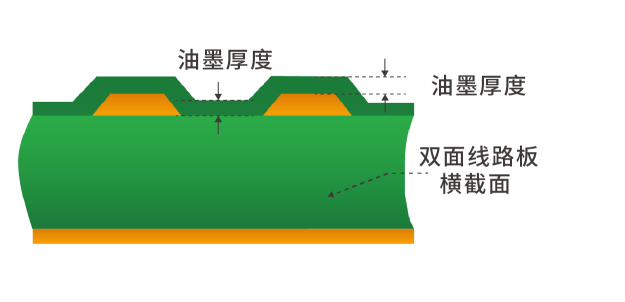
最小阻焊桥宽度 (油墨桥) 绿油:0.10mm黑油:0.15mm 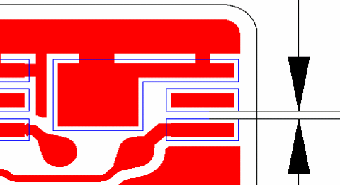
最小阻焊桥宽度 (覆盖膜桥宽) 0.5mm,即焊盘间距≥0.5mm才可以保桥,小于此值默认开通窗。(以上为常规能力,有特殊要求的,可联系业务专员) 开窗的最小间距(覆盖膜) 不同覆盖膜开窗的最小间距:0.2mm 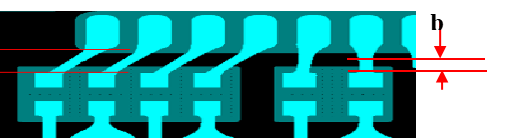
字符相关 字符高度 ≧1mm(特殊字体,中文,掏空字符视情况需更高) 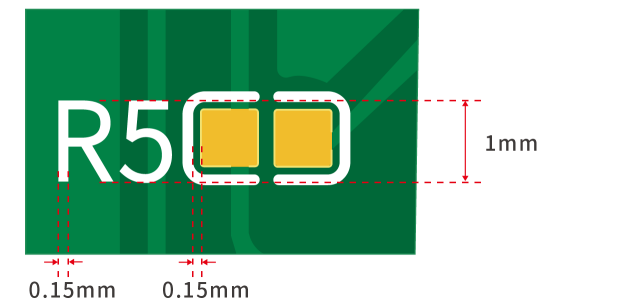
字符粗细 ≧0.15mm(低于此值可能印不出来) 字符到露铜焊盘间隙 ≧0.15mm(低于此值会掏空字符避免上焊盘) 成型相关 激光切割/模冲 ① 走线和焊盘距板边距离≧0.3mm
② 走线和焊盘距槽孔边距离≧0.3mm
③ 外形公差:±0.1mm(特别管控±0.05mm)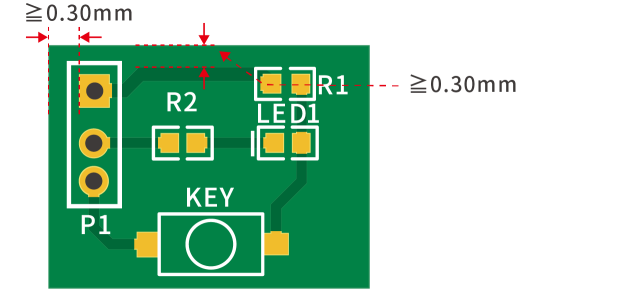
金手指pad到板边 0.2mm,(不够0.2mm默认削金手指,保证金手指到板边有0.2mm的安全距离,防止激光切割碳化导致微短,半孔压焊金手指除外) 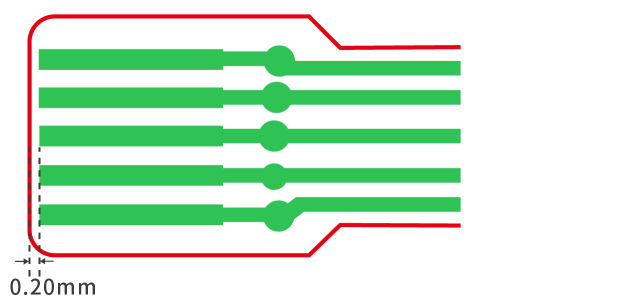
拼版 ① 拼版间距一般2mm,有钢片补强的,间隔按3mm设计
② 工艺边5mm,四周都要加,工艺边上需要覆铜(铜皮离光点1mm以上,离定位孔0.5mm以上)
③ 光点1mm,定位孔2mm,光点中心到板边3.85mm(各加四个,其中一个需错开5mm以上进行防呆)
④ 连接点长度0.7-1.0mm
⑤ 拼版最大尺寸248x490mm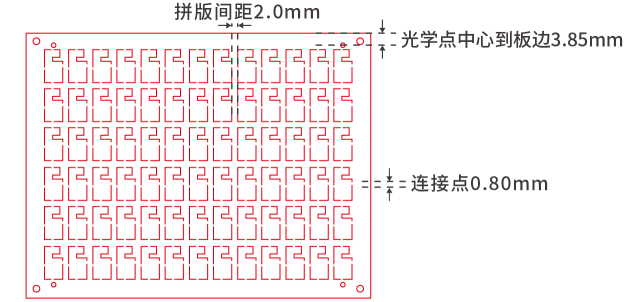
补强相关 pi补强 ①pi补强的最小宽度2.0mm
②补强厚度:0.0275/0.05/0.075/0.1/0.15/0.175/0.2/0.225/0.25pi补强常用于金手指插拨产品,如金手指处总厚度要求0.3mm,fpc板厚0.11mm,建议使用0.225mm的pi补强 fr4补强 ①fr4补强的最小宽度5mm(以上为常规能力,有特殊要求的,可联系业务专员)
②补强厚度:0.1-1.6mm(厚fr4也是采用ad胶热压)fr4适用于比较低端产品,容易掉粉屑,尽量少用
补强如果有挖孔,且此区域对应fpc有焊盘设计,焊盘表面可能会有凹陷钢片类补强 ①钢片类补强最小宽度2.0mm
②补强厚度:0.1/0.2/0.3/0.4/0.5mm钢片价格比较高,但是平整度好,不会变形,适用于需要芯片贴片的产品(钢片具有弱磁性,类似霍尔元件的产品不建议使用) 电磁屏蔽膜 厚度18um(黑色),用于解决emc问题,一般建议在阻焊层增加接地开窗,使电磁屏蔽膜与地铜导通,增加屏蔽效果。 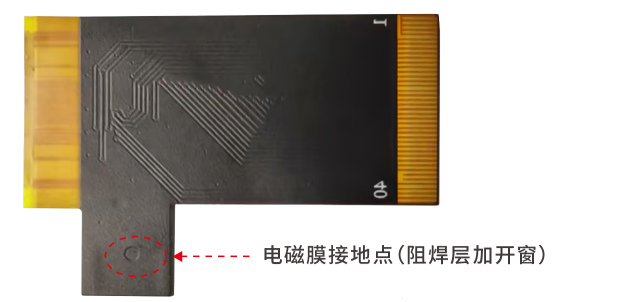
补强之间,补强与电磁膜间距 补强之间,补强与电磁膜之间的最小间距0.3mm 设计相关 补强图纸 ①补强三要素:材质、厚度、区域及大小
②备注模版:顶层补强 材质:fr-4补强/厚度:0.2mm/区域见丝印层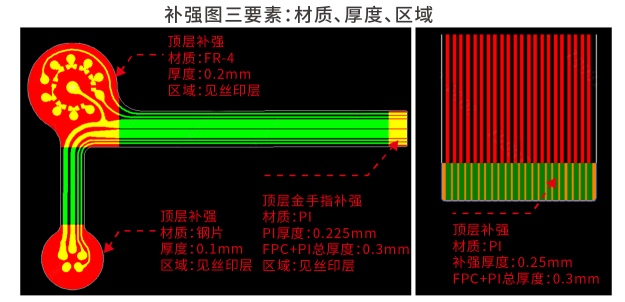
npth孔与大铜皮 npth孔与大铜皮的最小间距:0.15mm 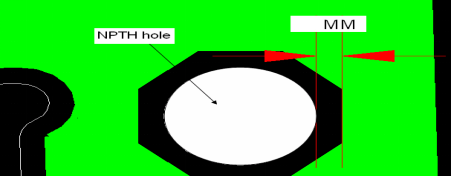
npth孔与线路、npth孔与pad、npth孔与板边 npth孔与线路、npth孔与pad、npth孔与板边的最小距离:0.5mm 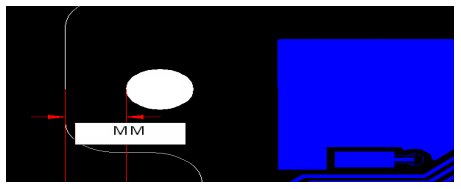
npth孔与npth孔 npth孔与npth孔之间的最小间距:0.5mm 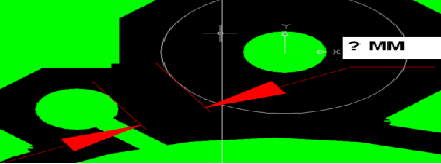
元件到板边 元件到板边的最小距离:0.3mm 
线路到板边 线路到板边的最小距离:0.15mm 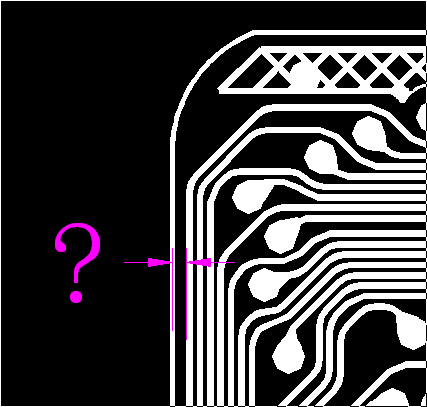
pth孔pad边到板边 pth孔pad边到板边的最小距离:0.3mm 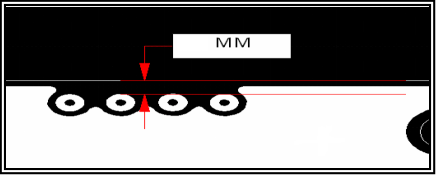
常规设计要求 钻孔,线路,阻焊,文字设计方式与硬板相同 -
类别 项目 质量标准 检测仪器/工具 图示 备注 孔 孔径公差 pth孔:±0.075mm
npth孔:±0.05mm1、针规
2、或金相切片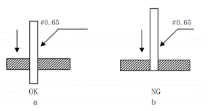
- 铜厚 成品孔铜厚度 18 7-0μm 金相切片 
- 成品面铜厚度 1oz≥30μm
2oz≥60μm
3oz≥90μm板厚 板厚>1.0mm 板厚公差 /-10%
测量位置以两面有覆铜且有阻焊的地方为准千分尺 
- 板厚小于1.0mm 板厚公差 /-0.1mm
测量位置以两面有覆铜且有阻焊的地方为准外型 锣板尺寸 1.成型边到成型边a:±0.15mm;
2.孔到成型边b:±0.2mm;
3.孔边到成型边最小间距c:±0.2mm游标卡尺 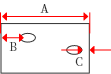
- v-cut 余厚公差:±0.1mm 残厚测量仪 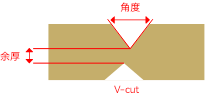
- 阻焊覆盖 过孔盖油 1.如果是gerber文件,此项无效,我司一律按文件中的孔属性加工
2.过孔盖油检验标准是过孔在过锡炉的时候不沾锡,过孔盖油会出现孔口发红现象,属于工艺正常现象目视 
- 过孔塞油 1.双面焊盘盖油的过孔才能塞油墨
2.孔边到开窗焊盘边≤0.2mm的过孔,不便塞油墨 3.所有塞油墨的过孔直径≦0.5mm

- 信赖性测试 可焊性测试 260 5°c/5秒x1次,润湿良好,上锡饱满 锡炉 
- 热应力测试 288 5°c/10秒x3次,无分层、起泡 - 包装 普通包装(客户可选择包装方式) - 
- -
{{formdc.layer}}层板压合结构图共{{total}}种
-
项 目 加工能力 工艺详解 板材品牌 国纪gl11 /广州铝基  国纪gl11/ 广州铝基 (点击打开参数详情)
国纪gl11/ 广州铝基 (点击打开参数详情)
阻焊油墨 蓝邦系列 成品铜厚 18um/25um/35um/70um(0.5oz/0.75oz/1oz/2oz) 指成品电路板外层线路铜箔的厚度,0.5oz=18um,1oz=35um
板厚范围 0.8-2.0mm 目前生产板厚:0.8/1.0/1.2/1.6/2.0 mm 板厚公差 ( t≥1.0mm) ± 10% 板厚测量位置为整块板最厚的位置(包含铜皮 阻焊 文字) 板厚公差( t<1.0mm) ±0.1mm 板厚测量位置为整块板最厚的位置(包含铜皮 阻焊 文字) 最小线宽 ± 10% 目前可接8mil线宽,线宽尽可能≥10mil 最小间隙 8mil(0.2mm) 目前可接8mil线距,间隙尽可能≥10mil 钻孔孔径 ≥板厚 & ≥1.0mm 最小孔径不能低于板厚,同时孔径不能小于1.0mm 孔径公差 ±0.1mm 孔径公差为±0.1mm, 例如设计为1.5mm的孔,实物板的孔径在1.4-1.6mm是合格允许的 阻焊类型 感光油墨 感光油墨是现在用得最多的类型,热固油一般用在低档的照明灯板 阻焊桥 0.15mm 若阻焊颜色为绿色、蓝色时,焊盘间距必须≥8mil;白色和黑色油墨焊盘间距需≥10mil 最小字符宽 ≥0.15mm 字符最小的宽度,如果小于0.15mm,实物板可能会因设计原因而造成字符不清晰 最小字符高 ≥1.0mm 字符最小的高度,如果小于0.8mm,实物板可能会因设计原因造成字符不清晰 最大尺寸 标准:480x580mm
极限:580x1180mm极限尺寸为可加工的最大尺寸,但因板材浪费和加工成本高会造成费用上涨 外形尺寸精度 ±0.15mm cnc外形公差±0.15mm , v-cut板外形公差±0.15mm, 模冲板外形公差±0.1mm 走线与外形间距 ≥0.3mm(12mil) 锣板出货,线路层走线距板子外形线的距离不小于0.3mm;v割拼板出货,走线距v割中心线距离不能小于0.4mm 拼版:无间隙拼版间隙 0间隙拼 是拼版出货,中间板与板的间隙为0(文档有详解) 拼版:有间隙拼版间隙 2.0mm 有间隙拼版的间隙不要小于2.0mm,否则锣边时比较困难 -
项 目 pcba加工能力 交货时间 常规打样交期在24小时(最快6小时加急)
微小批量交期在72小时(最快24小时加急)
中小批量交期在5天
以上所有时间在所有元件和pcb等物料准备好之后次日起开始计算。
产能 smt贴片400万点/日,插件后焊50万点/日,50-100款/日 pcba配单服务 全套代料 拥有成熟有效的pcba配单服务管理系统,以高性价比服务于pcba代工代料项目。
专业的采购工程师和经验丰富的采购人员所组成的团队负责我们客户的元件采购和管理。
客户选择我们全套代料,极大的降低了采购成本和管理成本,免去了多方沟通的烦恼,提高了工作成效。
只代工 有赖于强大的采购管理团队和元件供应链,我们倾向于为客户提供全套pcba代工代料服务。我们当然也乐于为客户提供smt贴片加工服务。
客户向我们提供元件和pcb光板,我们贴片后焊。为保证成品品质,我们所有pcba上机贴片,客供料需要保证是盘装、料带包装等整包的。
部分代料 部分客户核心元件或特殊元件由客户提供,我们乐于为客户进行其他元件的代料服务,方便客户是我们工作的指导方针。
pcba焊接类型 我们提供表面贴片(smt),插件后焊(tht)或两项都有的pcba焊接服务。当然,双面贴片是最基本的能力。 锡膏/锡线/锡条 我们为客户提供有铅和无铅(rohs合规)的贴片加工服务。同时也根据客户要求,提供不同金属含量的定制锡膏焊接服务。
我们长期与千柱、阿尔法等焊料供应商保持紧密合作关系,只为更高品质需求,客户有需求,我们办到!
钢网 我们采用激光钢网来确保小间距ic和bga等元件的贴片达到ipc-2 class 或更高标准。
最小订单 我们1片起贴,但是我们建议我们的客户至少生产5个样品来进行自己的分析和测试。
元件尺寸 •被动元件:我们擅长贴装英制01005(0.4mm * 0.2mm),0201这样小的元件。
•bga等高精ic:我们可以通过x-ray来检测min 0.25mm间距的bga元件。
元件包装 smt元件我们接受卷盘,切割带,管材和托盘等可上机包装。后焊元件接受散装。
最大零件贴装精度(100fp) 全程贴装精度0.0375mm
可贴pcb板类型 pcb硬板(fr-4,金属基板),pcb软板(fpc),软硬结合pcb,铝基板
smt的电路板尺寸 •最小板尺寸:50mm x 50mm(小于该尺寸的板需要拼板,为了提高效率,建议大于100mm * 100mm)
•最大板尺寸:400mm x 1200mm(业内最大加工尺寸)
最大厚板 厚度0.3mm ~4.5mm
文件格式 物料/元件清单(bom),pcb(gerber文件和大多数的pcb设计格式文件),坐标文件)
测试 在交货之前,我们将对贴装中或已贴装好的pcba应用各种测试方法:
• iqc:进料检查;
• ipqc:产中巡检,首件lcr测试;
• 目视qc:常规质量检查;
• spi检测:自动锡膏光学检测
• aoi:贴片元件的焊接效果,少件或元件极性;
• x-ray:检查bga,qfn等高精密隐藏pad的元件;
• 功能测试:按照客户的测试程序和步骤,测试功能及性能,以确保符合要求。
修理&返工 我们的bga 返修服务,可以安全地移除错位、偏位、虚焊等不良的bga,将其重新完美地贴在pcb之上。
-
薄膜面板 薄膜开关
项 目 加工能力 工艺详解 设计图纸案例 下载
设计文件:coreldraw(简称cdr)、autocad、adobe illustrator(简称ai);
也支持其它文件:手画(标注详细尺寸)、pdf(设计文件1:1导出)、样品(扫描图或寄样品)层数 1~5层 正常2层,面板层和背胶层;特殊工艺可多个面板层和背胶层叠加 面板材料 pc和pet 目前捷配只接受环保pc、pet材料 背胶材料 3m双面胶 目前捷配只接受3m55236、3m9448、3m467、3m468、3m300lse 最大尺寸 1500x750mm 捷配开料裁剪的工作板尺寸为1400cm * 700mm,通常允许客户的设计尺寸在1400cm * 700mm以内,具体以文件审核为准。 外形尺寸精度 ±0.2mm 打样外形公差±0.3mm,批量外形公差±0.2mm,正常走负公差 面板厚度范围 0.125~1.0mm 捷配目前生产面板基材厚度:0.125/0.175/0.15/0.188/0.25/0.38/0.5/0.8/1.0mm 背胶厚度范围 0.05~0.17mm 捷配目前背胶厚度:0.05/0.1/0.13/0.15/0.17mm 最小线宽 0.2mm 印刷线宽尽可能大于0.2mm,最小不得小于0.2mm 最小间隙 0.3mm 印刷间隙尽可能大于0.3mm,最小不得小于0.3mm 面板凸点高度范围 0.3~0.8mm 正常打凸高度0.4mm左右,打圆形凸,具体以文件审核为准。 设计图纸案例 下载
面板部分设计文件:coreldraw(简称cdr)、autocad、adobe illustrator(简称ai);也支持其它文件:手画(标注详细尺寸)、pdf(设计文件1:1导出)、样品(扫描图或寄样品)、psd(有明确详细尺寸的或者1:1)
线路部分要求:按键原理图、排线长度、出线口位置、连接类型(1.0mm或2.54mm)、如有led灯(标注正负极,颜色有:红、黄、蓝、翠绿、黄绿)或者自配层数 4~8层 正常6层,面板层、面胶层、控制电路上层和下层、夹胶层、背面胶层;具体特殊工艺以文件审核为准。 面板材料 pc和pet 目前捷配只接受环保pc、pet材料 背胶材料 3m双面胶 目前捷配只接受3m55236、3m9448、3m467、3m468、3m300lse 线路材料 pet pet材料上印导电银浆 最大尺寸 1500x750mm 捷配开料裁剪的工作板尺寸为1400mm * 700mm,通常允许客户的设计尺寸在1400mm * 700mm以内,具体以文件审核为准。 外形尺寸精度 ±0.2mm 打样外形公差±0.3mm,批量外形公差±0.2mm,正常外形切割走负公差,内挖空走正公差 面板厚度范围 0.125~0.25mm 捷配目前生产薄膜开关基材厚度:0.125/0.175/0.15/0.188/0.25mm 背胶厚度范围 0.05~0.17mm 捷配目前背胶厚度:0.05/0.1/0.13/0.15/0.17mm 最小线宽 0.2mm 印刷线宽尽可能大于0.2mm,最小不得小于0.2mm 最小间隙 0.3mm 印刷间隙尽可能大于0.3mm,最小不得小于0.3mm 面板凸点高度范围 0.3~0.8mm 正常打凸高度0.4mm左右,打圆形凸,具体以文件审核为准。 按键类型 银浆起凸和锅仔片 正常银浆起凸,具体以文件审核为准。 尾带要求 2.54mm间距 端子壳
/1.0mm间距 加印导电碳面正常2.54mm间距 端子壳或者1.0mm间距 加印导电碳面,具体以文件审核为准。 led灯 红、黄、蓝、绿、黄绿 正常led灯的封装1206,厚度0.5mm,品牌亿光,具体以文件审核为准。 -
项 目 加工能力 工艺详解 最小订单 一套 捷配钣金一套起订,但是我们建议您至少生产5个样品来进行自己的分析和测试。 加工支持文件格式 .stp/ .dwg / .dxf/ .prt/ .sldprt/ .catpart 支持多种文件格式,若您无文件,捷配也可提供设计服务。 激光切割公差 ±0.05mm 配备进口高精度设备,精密智造的第一步。 数控成型公差 ±0.1mm 折弯件的直边高度 h>2t 折弯件的直边高度不宜太小,最小高度要求:h>2t。 折弯尺寸公差 ±0.2mm 资深折弯工人操作,保障您的折弯精度。 冲压易模成型公差 ±0.2mm 捷配一体化服务制造商,同样提供模具成型生产服务。 冲压成型公差 ±0.05mm 板材厚度/mm 冷轧板/热轧板/镀锌板 0.8/1.0/1.2/1.5/2.0/2.5/3.0/4.0/5.0/6.0 多种板材厚度可供选择,有特殊厚度需求也可联系在线客服咨询。 不锈钢201/304/316 0.8/1.0/1.2/1.5/2.0/2.5/3.0/4.0/5.0/6.0 铝板1系/3系/5系/6系/7系 1.0/1.2/1.5/2.0/2.5/3.0 铜板 1.0/1.2/1.5/2.0/2.5/3.0 板厚公差 ±0.05mm 足厚板材,真材实料。 表面处理 无/喷塑/镀涂/阳极氧化/印刷 多种表面处理可供选择。 印刷字符 w≥0.15mm;h≥1.0mm 如果字符宽度小于0.15mm或高度小于1.0mm,实物板可能会因设计原因而造成字符不清晰。
工作时间:周一-周六:08:40-22:00
ceo邮箱:ceo@jiepei.com
投诉邮箱:tousu@jiepei.com
杭州市拱墅区新天地商务中心2幢西1201室
 微信小程序
微信小程序